
面议

面议

面议

面议
面议
| 有效期至长期有效 | 最后更新2024-01-06 09:17 |
| 浏览次数11 |
近年来,液化 气(LNG)的生产和贸易日趋活跃,逐渐成为世界油气工业新的热点。随着我国经济的快速增长,为保证能源供应多元化和能源消费结构,以及日益增加的环境压力,LNG这一 清洁能源在我国具有广阔的市场前景。
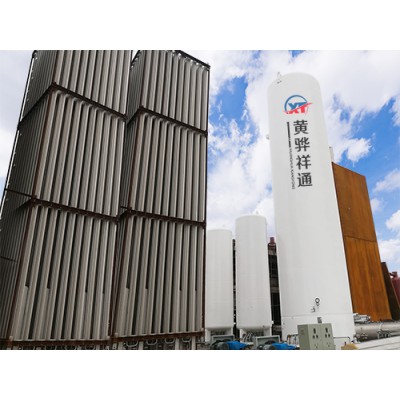
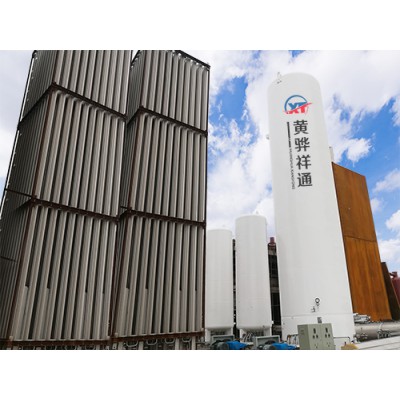
目前,我国LNG行业正处于蓬勃发展阶段,并逐步形成了有利于LNG产业发展的条件。由于国内经济发展不平衡,各地对LNG的需求也不尽相同,LNG储存设备的结构也呈现多样化。真空储罐、子母罐、双层球罐及低压储罐为目前LNG市场上 常用的几种储存设备。下面从结构特点、适用性等方面对上述4种LNG储罐的特点进行分析。
真空储罐为双层金属罐,分为立式和卧式两种类型。内罐采用耐低温的不锈钢制作,外罐采用碳钢材料制作,内、外罐之间采用拉杆或者支撑连接。夹层填充绝热材料,并抽真空。目前国内使用的真空储罐单罐容积 大为350m3,公司已经成功研制出了单台容积为1000m3的真空储罐。真空储罐在工厂制造、试压完毕后整体运输到现场安装。但是,受制于长距离的公路运输条件,大容积真空储罐的使用于水路运输较方便的地方。
当LNG汽化站总储存量在1000m3以下时,一般采用多台真空储罐集中储存。真空储罐工艺流程比较简单,一般采用自增压器增压,低温介质依靠罐内压力自流进入汽化器,不使用动力设备,能耗低。因此,的小型LNG汽化站基本上都采用真空储罐来储存LNG。
优点
(1)可利用储罐自身压力排液进入汽化器。
(2)由于是带压储罐,储罐BOG回收量相对空间较大,并可利用压力直接经减压输送到中压管网。
(3)LNG来源主要为槽车和集装箱,均带压,卸车过程相对BOG量较小。
(4)适宜分期建设。
 LNG储罐如何来检验同低安装工艺特点
LNG储罐如何来检验同低安装工艺特点
[一]、液化气储罐如何来检验如何来检验
低温储罐这样的水箱,相信大家来讲是很陌生的,这主要是因为前面还没有关于它的相关信息的讲解,因此大家对于它不是很熟悉其实也是正常的,但是讲解之后如果还是不正常的话,让你对液化气储罐有新的认识。
液化气储罐本身其实应该是要有必要的消防措施的,电缆具备防火,防高温的措施,非阻燃电缆不应该直接的敷设在构架上面。
构架、汽包、液化气储罐,主要管道在安装之前,安装的范围应该是要检查记录的检验记录,质量证明资料不全或者是质量存在着疑问的可以对建设单位向制作单位提出质疑,要求补检或者是碱性复查。
连锁系统和保护装置,化学取样以及加药系统,房内消防西戎,预热器以及吹灰系统,未经过测试和调整,禁止启动。
在整套启动期间,下列热工设备和保护装置应该是要经过调试并且进入运行。
液化气储罐的检验工作应该纳入安装,以及设备的检修计划,如果是没有经过检验合格的液化气储罐不可以进行安装和投入运行。
关于液化气储罐讲解,其实是可以分为好几个部分的,这样可以让文章可以加的清洗和具备调理性,也可以让大家加容易的了解和理解乃至掌握,变为自己的,才可以好的运用在实际生活中。
液化气储罐检验,主要是被分为出厂检修和形式检验等部分,如果产品是通过出厂检修,那么在产品上要附注合格证,但是型式检验,但是在出厂检验的基础上进行抽查,但是按照相关的检验项目进行,但是有一条不合格就将判定产品为不合格的产品。
[二]、低温储罐安装工艺特点
总体工艺:罐壁采用倒装法施工、罐顶气举法施工。
1、低温储罐罐顶施工特点:
.1、预制:
低温储罐外罐罐顶在搭设起的临时架台上进行安装焊接,先进行是架台的搭设,然后为罐顶钢结构的组装焊接,较后为罐顶板的组对焊接,天然气储罐外罐顶的吊装采用150吨的履带吊。
罐顶钢结构应在罐顶临时支撑架台搭设完成后进行。罐顶钢结构中心环应在地面进行预制、检查,确认合格后,安装在中心柱上,在中心环上标出各钢结构骨架的安装位置。为了增强架台的稳定性应采用两台吊车进行钢结构分组对称安装,应在砼壁上划出定位线,以控制罐顶钢结构的安装位置。在安装每组钢结构子骨的连接环梁时无须定位板,间隙为零可直接安装在主骨和子骨上。钢结构的焊接应采用隔组焊接的方式。在焊接好的各组钢结构间安装子骨,这时安装钢结构间连接环梁要用定位板,间隙为1-2mm,钢结构的焊接仍采用隔组焊接的方式。
吊顶板在二级底板安装焊接完成即可进行。
在二级罐底上安装临时架台用于吊顶的安装。将预制成块的吊顶板运进罐内,按照施工图中的位置从中心向四周的方向进行安装。安装时应注意环板和分割板的孔的方向。在吊顶板及其环板、分割板和加固环焊接完成后就可用吊杆将吊顶板与外罐顶的吊架的连接成一个整体。
1.2、低温储罐罐顶举升拱顶的气举作业是储罐施工中非常重要的一项作业。并且气举作业中的手段材非常大,所以要提前准备预制工作,如钢丝绳的支架和滑轮、导向滑轮支架,临时内罐密封板、临时施工口、风道和密封胶布等等,其中有许多的附件要在气举之前装入吊顶之内,技术人员要详细参阅图纸,不要少项,并且这些附件要在气举之前预制、安装完成。
在试升顶的基础上,确认对正式升顶无障碍后,开始正式升顶,正式升顶应选择在好的天气下进行。
在较终检查完后,各有关人员就位于指定位置。然后开始打开1号鼓风机,开始升压,当罐内压力达到上升压力后,调整鼓风机的风门,使其达到上升速度(30mm/min),当密封带通过2号鼓风机的风道后,启动2号鼓风机,另外调整1号鼓风机的输出风门,使其达到50mm/min的速度,当通过两重门后将上升速度提高到100mm/min,当通过临时施工口后,将速度提高到(150-200)mm/min。
低温储罐罐顶开始上升时,罐内的检查人员要仔细检查罐顶上升中有无障碍,在罐顶上升过程中仔细确认罐顶的水平度和平衡度。还要确认罐内的压力和上升速度。
鼓风机班要经常监视鼓风机的动作状况(电流、风门大小等)。测量班应随时报告罐顶的上升位置。
当罐顶将要到达上部临时壁板前,慢慢降低罐顶上升速度,检测罐顶与压力环(外罐壁与罐顶的连接构件)的安装位置是否正确,如错位可用杠杆式调节楔、千斤顶等来调整位置。调整后即可让罐顶与压力环搭接,然后固定焊接。
2、内罐罐底施工特点
2.1、底板铺设:
内罐底板应在内外罐底间环梁保温结束后进行,因此时外罐顶已安装焊接完毕,内罐底板只能从临时施工口运入,因此应在施工口处搭设运板滑道,将底板运入罐内,底板在罐内的运输采用自制的运板车进行。在运输过程中,由于罐底已铺设了保温用的玻璃砖及干砂,所以为了不破坏砂面及防止碾压碎保温用的玻璃砖,在作业人员的脚下和车轮下放铺设临时板。如果微小破坏沙面水平处,立即复原,才能继续施工。
2.2、边缘板安装:低温储罐内罐边缘板采用对接焊,因此内罐边缘板应在由三脚架搭起的平台上进行组装,以便于进行X射线探伤。安装要点为几何尺寸的控制与调整。
考虑到边缘板各自焊缝的横向收缩变形和角焊缝焊接纵向收缩变形对边板的影响,为保证罐体几何尺寸,组装时边缘板安装半径应适当放大。
按放大后的尺寸在环梁上划出边板安装位置线,其垫板可先行铺设,亦可把垫板点到边板上,按位置线顺时针安装边缘板,留出一张调整板,安装时注意坡口的间隙为外周小间隙,内周大间隙,边板组装后进行点焊,点焊长度为80毫米/300毫米,点焊时按规定清理坡口和预热,同时安装焊缝引出板和安装防变形的固定卡具。 防变形工卡具、眼块与底板满焊牢固,工卡具间距为200毫米。引出块坡口与边缘板坡口相同。
边缘板一周安装完毕,工卡具固定牢靠,清理坡口,按规定预热,由多名焊工,每名焊工一道焊缝或几道,焊工均布一周,同时对称的进行焊接。焊接方向从内向外进行,把收尾焊缝焊到引出板上,焊缝位置为从边缘板外侧向内侧300毫米长。
先打底焊300毫米,PT探伤合格后将300毫米长焊缝焊完。按要求每条焊缝的外端300毫米内进行射线探伤合格后,即可以安装壁板。余下的焊缝待第三节或第四节板安装焊接结束后,大角焊缝焊接完再进行焊接,焊接时用砂轮打磨已焊焊缝,端部成一斜坡形凹槽,便于以后接头。
在完成边缘板上罐壁板安装垂直部位300mm的焊接,确认其合格后,将边缘板沿顺时针方向依次吊起,撤除底部临时架台,使边缘板落到环梁上,然后对边缘板外径进行测量是否是正圆,若不是正圆应重新起吊、下落。
300毫米焊缝焊完后,原组对安装的工卡具不允许拆掉,直到边板所有焊缝焊完后才能拆除。
3、罐壁施工特点:罐壁施工为正装法,安装方式与以往低温储罐施工相同,只是需要在一节壁板预留施工口,此处壁板在组对时不安装。
3.1、施工口的预留壁施工口在一节壁板组立时,在底板上标出准确位置,壁板组立时,按照正常施工,只是施工口处的壁板只用工卡具固定,不进行焊接。待二节和第三节内壁板组焊结束后再进行拆卸,1H及角焊缝施工口两侧300mm范围内留下不焊接,在施工口周围3个方向上安装补强材,注意水平补强材和纵向补强材之间不得留有间隙,在纵向补强材和边板之间不得有间隙,补强材和外部侧板用龙门板及斜楔拉合,焊接侧板和补强材,用临时吊车起吊施工出入口,卸除对接夹具,折除施工口,因为从内外槽间搬出,所以可以临时撤去内外槽的脚手架。
3.2、施工口的组装低温储罐外罐施工口的组装,确认罐内施工已完成,附件均已安装完毕,并且内外罐施工口板亦已运到罐内,撤出不必要的器具。此时可以进行砼壁施工口的浇筑施工,砼壁施工口浇筑完成后,开始外罐施工口的组装。用临时吊车起吊施工口,由内壁施工口拉入吊起,将施工口壁板贴紧砼壁,组立到安装位置,完成焊接。
内壁施工口的组装,由于内壁施工口会发生若干变形缩小,因此,需测定各尺寸,沿此尺寸加工施工口板,用临时吊车起吊施工口,实施对接。组对完成后,按立缝―1H―大角缝的顺序进行焊接,检查合格后,将托架式脚手架及其它施工机具搬出,完成施工口的安装。
黄骅百恒达祥通机械制造有限公司(http://www.chinaxiangtong.com)位于新兴的港口城市黄骅市,于2002年经质量监督检验检疫总局批准的特种设备生产企业。公司现具有A2压力容器设计许可证,压力容器A1、A2、D1、D2制造许可证,锅炉B级制造许可证。主要产品有液氩储罐、LNG容器、低温压力容器、液氮储罐、低温容器等。公司占地面积67320平方米。生产50多种工业产品,低温液体储罐(250m3)主要市场方向液氧储罐,LNG加注站,工业气体分装站,企业和居民气化站。油田加热炉,现阶段的市场方向西北油田、大庆油田、华北油田。各种锅炉产品及各种二氧化碳储罐产品的市场方向各大化工业。

| 公司名 | 黄骅 百恒达祥通机械制造有限公司 | 经营模式 | |
|---|---|---|---|
| 注册资本 | 未填写 | 公司注册时间 | 2002 |
| 公司所在地 | 河北/沧州市 | 企业类型 | 企业单位 () |
| 保 证 金 | 已缴纳 0.00 元 | ||
| 主营行业 | 机械网 , | ||
| 主营产品或服务 | LNG储罐、天然气储罐、液氧储罐、液氩储罐、液氮储罐 | ||




面议

面议

面议
面议

面议

面议

¥1.00/张

¥1.00/个

面议

¥1200.00/台
 客服热线:
客服热线:









&tel=&work=15075703111&email=15075703111@163.com&org=黄骅 百恒达祥通机械制造有限公司&adr=黄骅市常郭镇齐赵村工业区&url=http://www.wealthman.com.cn/com/bhd123/)